

镀锌钢板风管

第1章总则
为了统一中威双面镀锌钢板复合防排烟风管的生产和加工,确保防排烟风管的质量,制定本标准。
1.2 结构形式
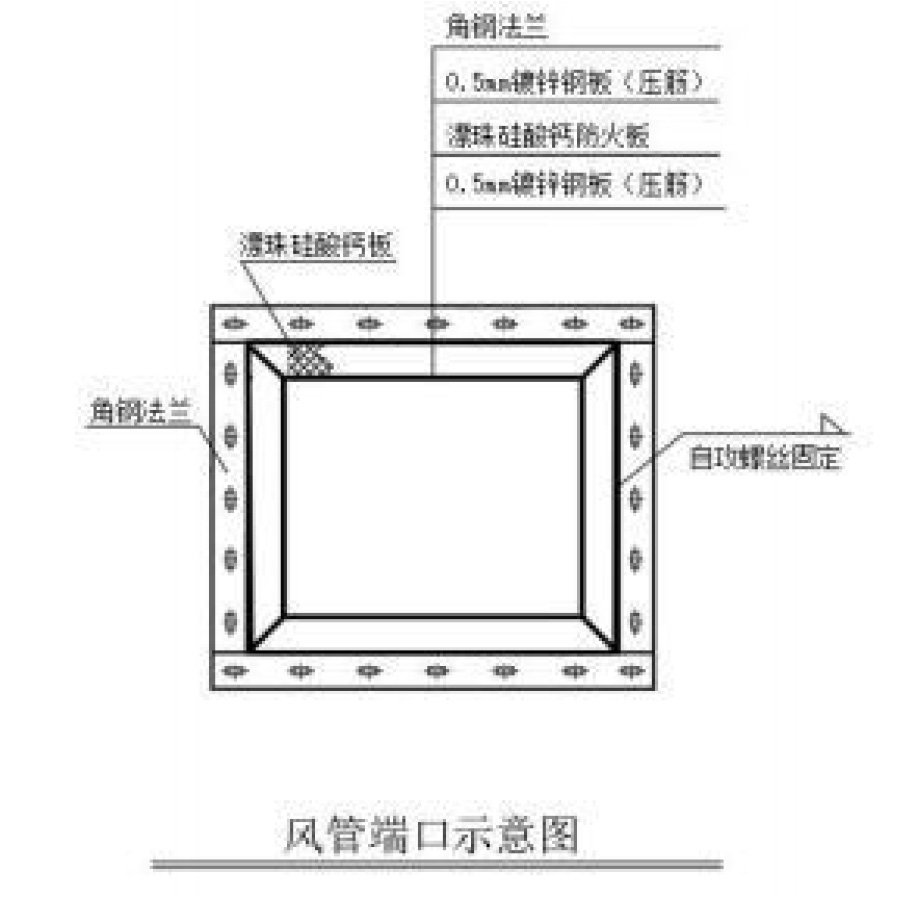
风管的结构形式为套简式:内层镀锌钢板风管+漂珠耐火隔热板+外层镀锌钢板风管。

➢《建 筑设计防火规范》GB50016- 2014 (2018 年版)
➢《建 筑防烟排烟系统技术标准》GB51251-2017
➢《防排烟风管 及暖通防火设计审查与安装》20K607
➢《通风与空 调工程施工质量验收规范》GB50243-2016
➢《地铁设 计防火标准》GB51298-2018
➢《通 风管道技术规程》JGJ/T 141-2017
➢《公共建筑节能设计标准》GB50189- 2015
➢《通 风管道耐火试验方法》GB/T 17428- 2009
➢《建筑机电工程抗震 设计规范》GB50981-2014
➢《汽车库、修车库、停车场设计防火规范》GB50067-2014
➢《洁净厂 房设计规范》GB50073-2013
➢《民用建筑供暖通风与空调调节设计规范》GB 50736
➢《非金属及复合风管》JG/T 258- 2018
第3章风管加工技术要求及制作工艺流程
3.1 风管加工技术要求
3.1.1 内、外层镀锌钢板风管及中间芯板要求
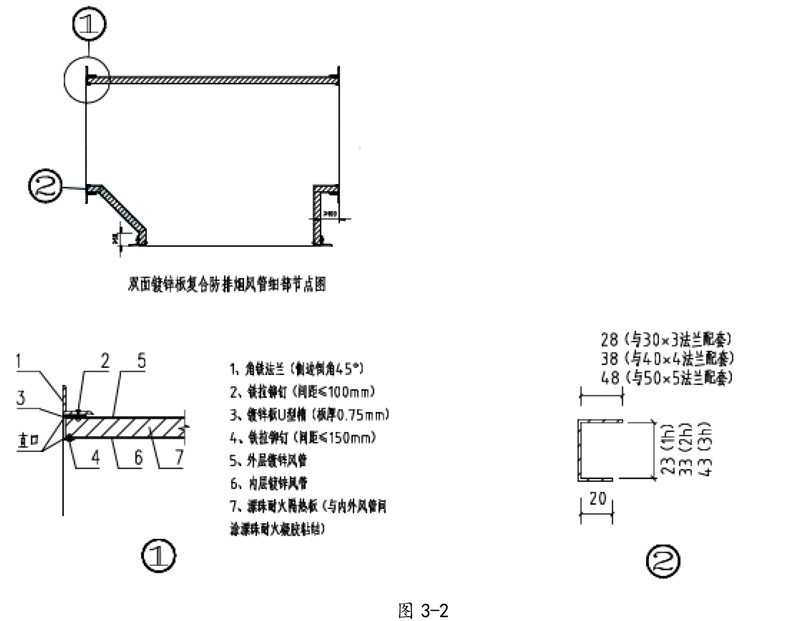
内、外层风管采用镀锌钢板,镀锌层的厚度应符合合同规定。内、外层风管板厚0. 5mm,角钢法兰的选用以及螺栓规格应满足下表3-1要求,侧面切45°倒角。
表3-1双面镀锌钢板 复合防排烟风管角钢法兰材料规格及螺栓和铆钉孔距(mm)

表 3-2 双面镀锌钢板复合防排烟风管芯板及口料技术参数表(㎜)
| 芯板材质 | 耐火极限(h) | 厚度(mm) | 内层口径边长 | 外层口径边长 | 封边口料内径规格(mm) | 角铁法兰内径边长 |
| 漂珠耐火隔热板 | 1.0 | 20 | b | b+45 | 23*0. 75 | b+50 |
| 2.0 | 30 | b | b+65 | 33*0.75 | b+70 | |
| 3.0 | 40 | b | b+85 | 43*0.75 | B+90 |
表 3-3 风管及法兰制作的允许偏差(㎜)
| 序号 |
管口边长尺寸 允许偏差(㎜) |
管口对角线之 差(㎜) |
法兰或管口端 面平面度 |
表面平面度 | 节长 |
| 1 |
≤1 | ≤3 | ≤2 | ≤3 | ≤3 |
3.2 风管制作工艺流程

3.2.1操作工艺要点
1、管体预制:内外层钢板风管在风管生产线上加工成型,管体组装可采用四片法、L片法或一片法,风管的四角组合采用联合角咬口(图3-1), 直板需要拼接时采用平接口。
1、管体预制:内外层钢板风管在风管生产线上加工成型,管体组装可采用四片法、L片法或一片法,风管的四角组合采用联合角咬口(图3-1), 直板需要拼接时采用平接口。
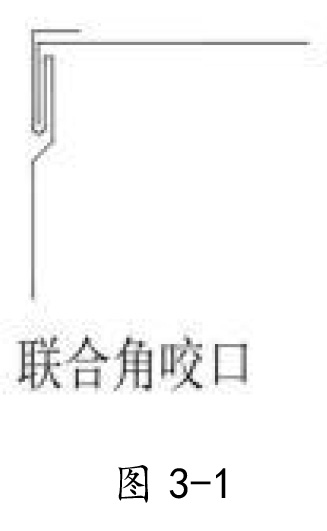
风管内侧钢板风管和外侧钢板采用L片法或一片法,外侧钢板的口径大小根据内层钢板风管和耐火隔热层厚度而定,详见表3-2内外层风管端口形式为直口。
2、 耐火隔热层与内层镀锌钢板保护层和外侧钢板的复合组装可根据咬口形式、风管管径大小、风管形式(异型管和直风管) 选择。通常可采用:1、内侧钢板风管→漂珠硅酸钙板包覆→外侧钢板包合咬口; 2、内侧钢板风管+外侧钢板包覆形成空心筒结构→填充耐火隔热层包覆。其中漂珠硅酸钙防火板板缝处需使用漂珠耐火凝胶进行密封处理。
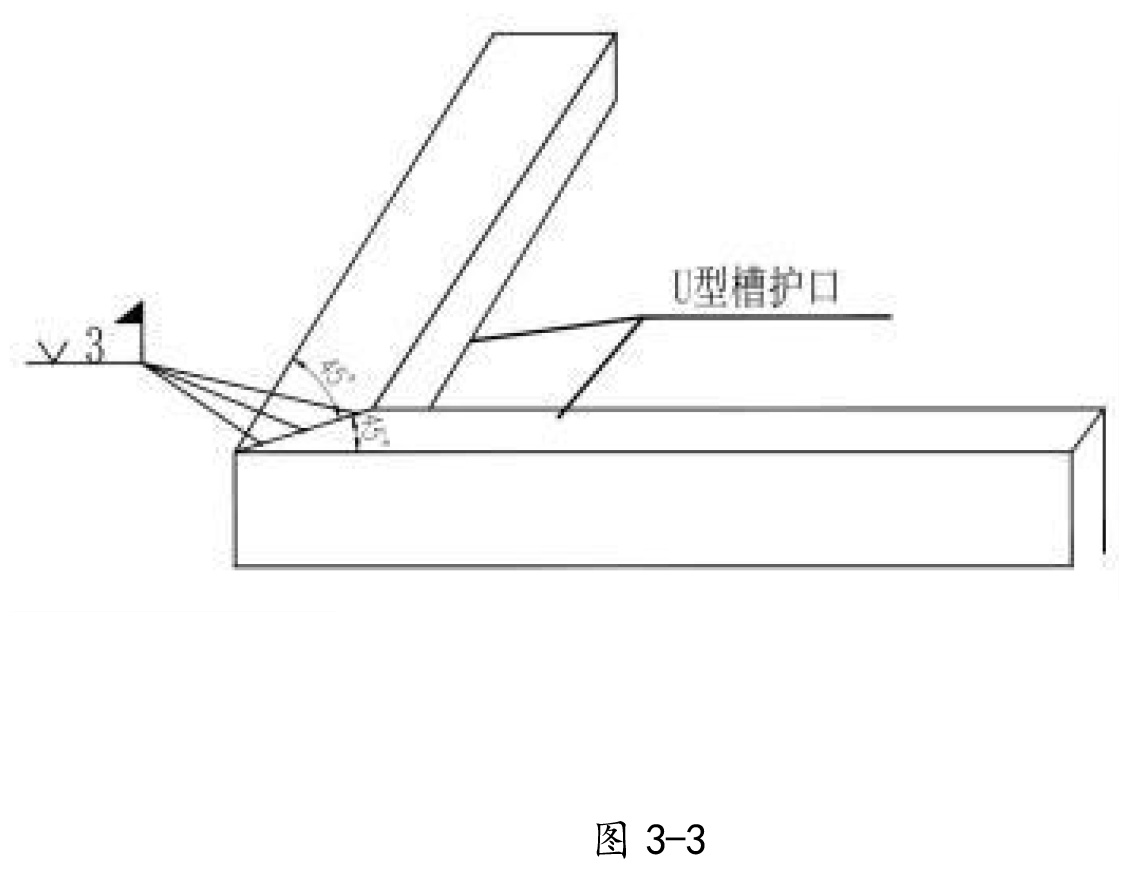
复合组装后的风管端口加装 U 型槽口料,护口长度依据外层镀锌钢板风管长边及短边长度加工选用。U 型槽护口安装必须与角铁法兰在同一平面,长边与短边交接处可采用45°角拼接(图 3-3) (如无专业工具切 45°角,也可采用直角拼接),四角相交部位平整无错台。U 型槽口料规格风管端面用 U 型口料封边,U 型口规格尺寸根据耐火极限及配套角铁法兰规格确定(见图 3-2) ,U 型槽口料与内层镀锌风管用铁拉铆钉固定,固定间距≤150㎜。
复合组装后的风管端口加装 U 型槽口料,护口长度依据外层镀锌钢板风管长边及短边长度加工选用。U 型槽护口安装必须与角铁法兰在同一平面,长边与短边交接处可采用45°角拼接(图 3-3) (如无专业工具切 45°角,也可采用直角拼接),四角相交部位平整无错台。U 型槽口料规格风管端面用 U 型口料封边,U 型口规格尺寸根据耐火极限及配套角铁法兰规格确定(见图 3-2) ,U 型槽口料与内层镀锌风管用铁拉铆钉固定,固定间距≤150㎜。
3.2.2 风管加固
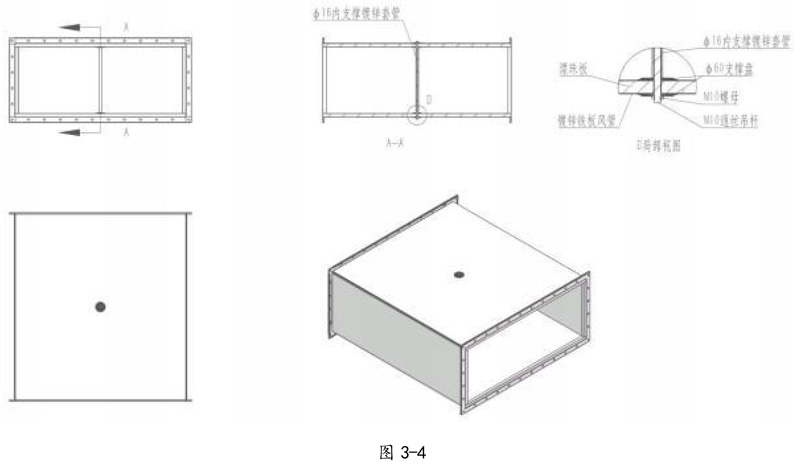
风管加固形式采用 M10 通丝杆+套外径φ16 ㎜金属镀锌套管内支撑加固。加固规则见表 3-4。风管内外均加φ60 ㎜专用圆垫片,加固螺母拧紧后,丝杆外露长度≤10㎜,加固螺母一定拧紧,垫片不准有变形及缺陷。丝杆孔必须打漂珠耐火凝胶,再装外垫片。(见图 3-4)
风管加固形式采用 M10 通丝杆+套外径φ16 ㎜金属镀锌套管内支撑加固。加固规则见表 3-4。风管内外均加φ60 ㎜专用圆垫片,加固螺母拧紧后,丝杆外露长度≤10㎜,加固螺母一定拧紧,垫片不准有变形及缺陷。丝杆孔必须打漂珠耐火凝胶,再装外垫片。(见图 3-4)
表 3-4 风管加固规则(㎜)
| 风管长边尺寸(mm)且长度≥1000 |
M10 丝杆加固 | 镀锌套管 1.0mm | 长度≥1300异型 |
| 1000≤b≤1500 |
1 根 |
φ16 |
2 根 |
| 1500<b≤2100 |
2 根 |
φ16 |
4 根 |
| 2100<b≤3000 |
3 根 |
φ16 |
6 根 |
3. 2.3 风管开口
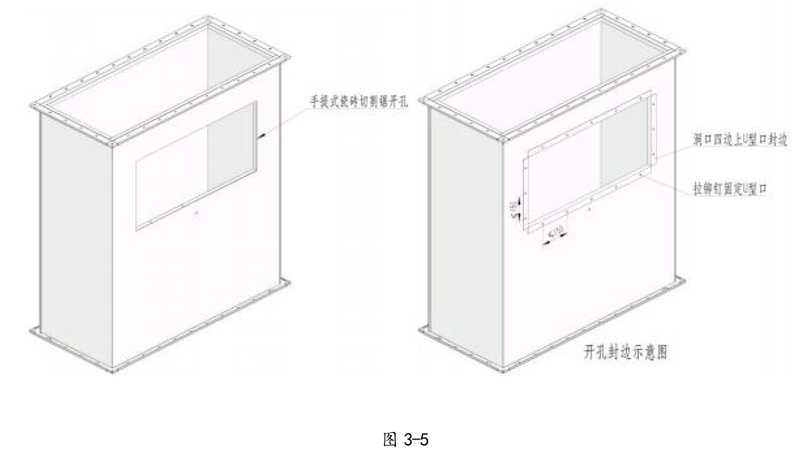
采用手提式带水瓷砖切割锯,开口尺寸要大于标定尺寸5 ㎜,开完口后用涂好耐火胶的 U 型口进行四边镶嵌,镶嵌后在镀锌铁板风管外侧打铁拉铆钉固定U 型槽口料,铆钉间距≤150 ㎜均匀布置,U 型口四角用漂珠耐火凝胶均匀填缝。见图3-5
采用手提式带水瓷砖切割锯,开口尺寸要大于标定尺寸5 ㎜,开完口后用涂好耐火胶的 U 型口进行四边镶嵌,镶嵌后在镀锌铁板风管外侧打铁拉铆钉固定U 型槽口料,铆钉间距≤150 ㎜均匀布置,U 型口四角用漂珠耐火凝胶均匀填缝。见图3-5
(1) 防排烟风管法兰由四根角钢组焊而成,划线下料时应注意使焊成后的法兰内径不能小于风管外径。用切割机切断角钢,下料调直后用台钻加工,其中螺栓孔距应不大于100mm。
(2) 风管法兰加工采用模具法加工,同一型号的法兰采用一个模具,以保证法兰的互换性和尺寸精度;
(3) 下料调直后应倒角、冲孔,然后放在相应的模具上卡紧固定、焊接。
(4) 法兰平面度的允许偏差为 1mm,矩形法兰两对角线之差不应大于2mm;
3.2. 5、风管与法兰连接
(1) 风管与法兰连接采用拉铆铆接, 固定间距不大于100mm。
(2) 风管与法兰铆接前先进行技术质量复核。将法兰套在风管上,管中心线与法兰平面应垂直,然后使用铆钉将风管与法兰固定。
(3)法兰短边与长边交接处与钢板风管接触面切 45°角,如图 3-6 所示。

图 3-6
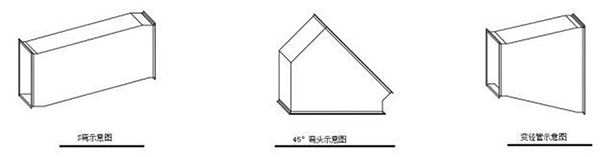
弯头安装导流片管口两头各减 100mm,厚度 0.75mm
| 管口 | 导流片数 | 导流片位置 | ||
| A | B | C | ||
| 1000≤b<1600 | 1 | b/3 | ||
| 1600≤b<2000 | 2 | b/4 | b/2 | |
| b≥2000 | 3 | b/8 | b/3 | b/2 |
4.1 制作工艺要求
1、钢板风管板材连接应采用咬口连接或铆接,不得焊接;
2、风管板材拼接的咬口缝应错开,不得有十字型拼接缝;
3、咬口缝紧密、宽度一致,折角平直;
4、风管无明显扭曲与翘角,表面应平整,凹凸不大于5mm;
5、当风管的外径或外边长小于或等于 800mm 时,其允许偏差不应大于1mm;当风管的外径或外边长大于 800mm 时,不应大于 2mm
6、管口平面度的允许偏差不大于 2mm,矩形风管两条对角线长度之差不应大于3mm。
7、矩形风管边长大于 630mm、保温风管边长大于 800mm,管段长度大于1250mm或低压风管单边平面积大于 1.2 ㎡ 、中、高压风管大于 1.0 ㎡,均应采取丝杆+套管内支撑加固。
4.2 质量控制要点
1、在连接法兰铆钉时,必须使铆钉中心线垂直于板面,让铆钉头把板材压紧,使板缝密合。
2、风管生产线、剪板机、咬口机等设备使用前要根据板材厚度调整好,以保证风管的加工精度。
3、发现板材损伤、变形、断裂、开裂等现象,不可投入使用。
4、风管组合位置两端对齐,不可发生错边。
5、铆钉不可漏打。
6、法兰应平整无翘起,钢板无翘起,四角钢板无凹陷。
7、风管板材对接缝,法兰对接缝位置均应打胶,不可漏打。
8、打胶宽度应均匀,平整,并无断点,漏点,起疙瘩,非打胶位置不可粘附密封胶。
9、通丝加固,螺丝上紧,加固垫片与板材结合紧密,无缝隙。


联系地址
公司总部:
中国 · 上海 · 奉贤区肖堂路255弄10号1层
生产基地:
安徽省怀宁县金拱镇雄山东路28号

返回顶部